


铸钢泵联轴器锥销孔加工
2021-03-27 14:32:36
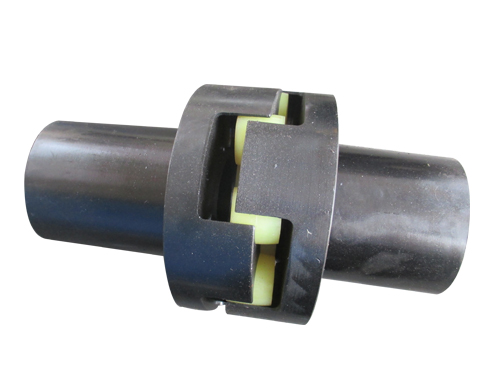
铸钢泵联轴器锥销孔加工
弹性柱销联轴器是我公司定型产品中小型斜流泵上的主要零件。过去大多为铸铁材质,其10或8等分均分布,锥销孔传统加工工艺是钻模定位在摇臂钻上按锥孔小端直径钻圆柱孔后,取下钻模再用高速钢锥铰刀逐一铰削。随着公司的业务的变多以及客户对零件材质要求的提高,其材质逐渐改为铸钢件。如果沿袭传统工艺加工会出现如下弊端:高速钢铰刀不耐 用,且容易崩刃。一把购价昂贵的高速钢锥铰刀往往只能铰削。由于铰削困难,工效特别低,只有同尺寸的铸铁件工效的1/5。在镗模使用中, 须在镗杆和镗套间加注充分的润滑油,以免镗杆与镗套在转动时咬死。在镗套的两端需分别变加一个防尘毯圈,防止铸铁末进入到镗套和镗杆之间,造成不应有的损失。为了保 证安 全,应在两齿轮处装有安 全防护罩,以免造成不应有的人身事故。使用该镗模,很好地保 证了三孔的尺寸精度和形位精度及表面粗糙度,扩大了车床的使用范围,解决了没有镗床的难题,工艺不仅好工效高,锥孔表面粗糙度好,而且由于是用较准确的回转工作台分度,其分度误差和对基圆的位置度误差可控制在0.05mm以下,较钻模定位精度有很明显提高,同时节省了大量的高速钢铰刀的购买费用。提高了工效,实现了优 质、低消耗、并具有 校 率高,调整方便,性能稳定,制造简单,造价低廉等优点,

