


联轴器装配找正不达标原因
以西侧联轴器为基点测量东侧联轴器时,测量定水平、垂直、径向数据符合要求。但打表至顶部位置时,在轴向移动量很小的情况下( 大约10mm) ,径向打表的数据却突然增加0. 25mm。说明在顶部位置,联轴器与轴有框动量,可能以键的某个点为中心产生联轴器与轴的角向位移,在联轴器上固定的找正架在自身重力的作用下,恢复到原位置。当时推测东联轴器上顶部周面的加工或原来的锤击痕迹所致。此电机拆下来后,用拉马架子拆卸联轴器,刚开始对联轴器升温时,液压拉马就开始移动了,说明轴上抱紧力基本没有。拆下电机轴,上面布满了人工砂轮打磨的痕迹,表明轴的表面凹凸不平。用游标卡尺测量,轴的截面呈轻微椭圆形,直径≤280mm。如此大的轴颈,正常的抱紧力应在0. 10mm 以上,而且是全弧面接触贴合。通过测量联轴器孔的尺寸,表面磨痕的被压程度和拆下的过程,证实实际的装配情况是有间隙的。原电机的联轴器拆卸后,轴表面有拉伤痕迹,因此用砂轮打磨,结果全部表面都打磨了,且没测量轴的外径和孔的内径,就回装上了。轴径小,键没打磨,使得键的角部承担起对联轴器的支撑作用。印证了之前的联轴器装配松动的推测。
联轴器调整的步骤有
1、固定起重配件联轴器电机一侧外支脚,移动内支脚,直到电机与泵中心偏心线为零。为电机不任意活动,在固定电机一侧支脚后,另一侧要用顶丝顶住。
2、固定联轴器内支脚,移动外支脚,使两中心线偏心为零。
3、以上两种方法重复几次后,可使联轴器处于良好的对中状态。在小型机泵上经常应用的找正方法有单表法、双表法及三表法等等。不论哪一种方法,都有一个共同的特点;水平面内比垂直面内的找正容易出错,反复性强,耗时多,计算繁琐。
使用联轴节,就是为了降低轴线对齐的要求,简化安装,所以联轴节找正只要一把直尺检查就可以完成,反复用直尺按相互垂直的方向靠在联轴节圆柱面母线上,用肉眼观察并调整母线是否在一直线上,基本上相互垂直的方向两联轴器圆柱面离直尺的间隙都一样就可以了。
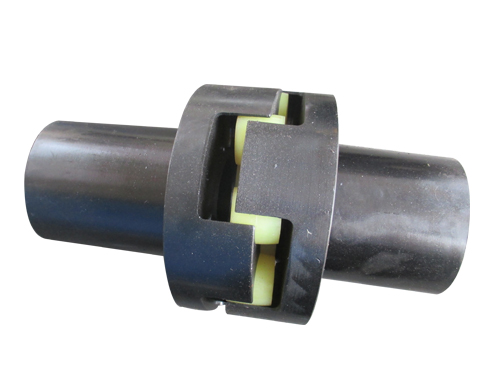
垂直方向上的高差用薄垫片调整,固定螺丝边调边紧。联轴器里面一般都有减震圈或减震垫
电机轴的同心度在电机出厂前就已校核
只有在安装过程中若同心度不对则会出现轴偏心的情况,调整电机位置并用千分表校核可防止轴的偏心
若使用一段时间后中发现联轴器震动较大且有偏心,可检查联轴器内的减震圈/垫是否已失效,是的话则需要及时换。
单表法
此方法只测定轮毂的外圆读数,不需要测定端面读数。此方法对中,不但 能用于轮毂直径小且轴端距比较大的机器轴找正, 而且又适用于多轴的大型机组 (如高速轴、大功率的离心式压缩机组)的轴找正。用这种方法进行轴找正还可 以轴向窜动对找正精度的影响。联轴器里面一般都有减震圈或减震垫
电机轴的同心度在电机出厂前就已校核
只有在安装过程中若同心度不对则会出现轴偏心的情况,调整电机位置并用千分表校核可防止轴的偏心
若使用一段时间后中发现联轴器震动较大且有偏心,可检查联轴器内的减震圈/垫是否已失效,是的话则需要及时换。

